

Bombas Gorman-Rupp Serie PAH Prime Aire PLUS con cebado asistido
Gorman Rupp nace en 1933 con el diseño de la bomba autocebante y en 2020 continúa fabricando en Estados Unidos de América con la misma calidad de aquel primer día, proveyendo soluciones para aquellas aplicaciones de bombeo donde estos equipos son definitivamente superiores, fabricando bombas diseñadas para durar y trabajar bajo las condiciones más adversas. El departamento de ingeniería de Gorman-Rupp, continuamente está innovando y desarrollando nuevas tecnologías y optimizando sus procesos, para lograr la bomba más confiable del mercado y con la más alta calidad para lo cual cuenta entre otros con certificaciones ISO 9001 e ISO 14001.
Por Francisco Salinas, Product Manager
Gorman-Rupp en Soltex
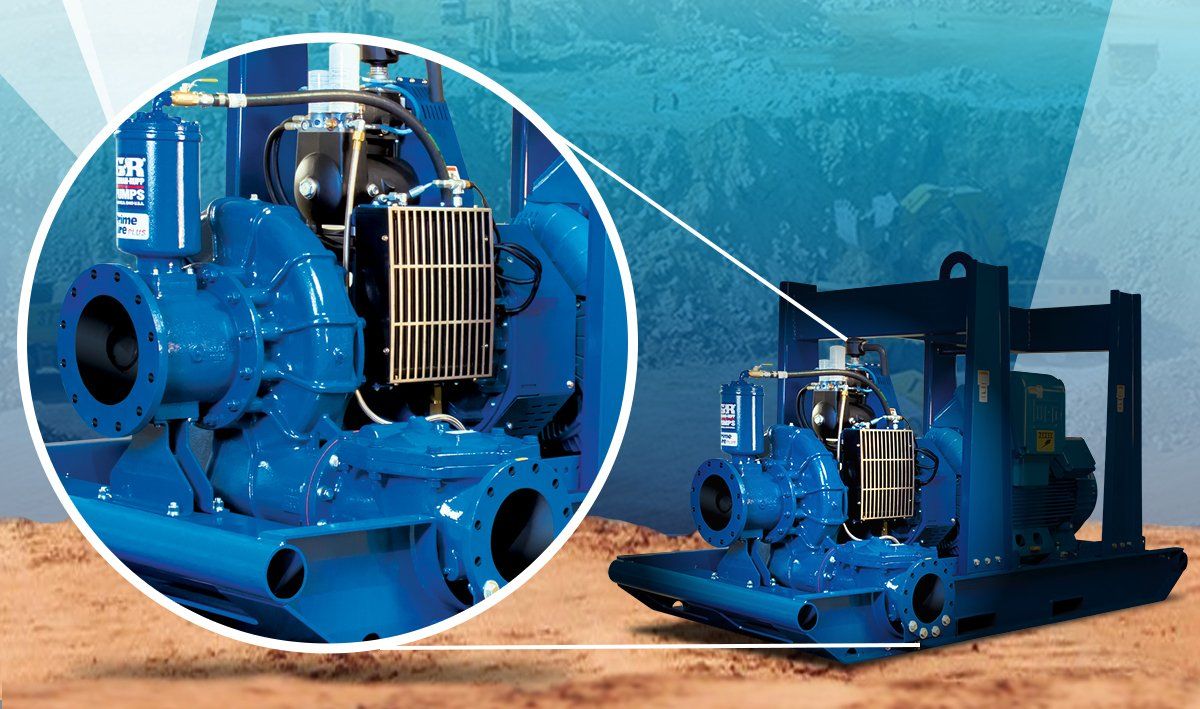
En Chile la minería exige los más altos estándares de operación y seguridad, es por eso hoy queremos profundizar en las cualidades y características de nuestra bomba PAH, diseñada para las aplicaciones de alto flujo-alta presión; equipo de gran confiabilidad, con bajo mantenimiento y bajo costo total de propiedad. Esta bomba es de fácil instalación, ideal para aplicaciones de minería a rajo abierto, como manejo de lixiviados, o el famoso fondo de fosas, donde hay mucha agua con sedimentos que elevar a grandes alturas, disminuyendo las etapas de rebombeo. Puede operar con grandes volúmenes de aire en la succión y/o con flujo variable. Por ahora, ofrecemos un máximo cabezal de 165 metros.
El desempeño de este equipo nos ha permitido competir satisfactoriamente contra bombas sumergibles y de carcasa partida horizontal, ofreciendo mayor confiabilidad, menor costo de inversión, mayor facilidad de instalación y menor tiempo de entrega.
Las características más destacables de nuestra bomba PAH, se detallan a continuación:
- Uso del exclusivo sello mecánico doble-flotante y auto-alineante con ambas caras en carburo de silicio, que puede operar a MÁXIMA velocidad por grandes periodos de tiempo totalmente seco, con un precio razonable de reposición y costo muy por debajo de los usados por algunos competidores.
- Eje en aleación de acero, sobre diseñado para operación pesada.
- Cubierta de inspección en lado de succión, para resolver posibles atascamientos.
- Sello hidrodinámico entre impulsor y carcasa, más la posibilidad de ajustar holguras externamente.
- Posibilidad de trabajo con succión negativa o positiva sin cambiar ningún elemento de la bomba.
- Distintos tipos de accionamiento, ya sea eléctrico o diésel, especialmente en esas aplicaciones mineras donde no se cuenta con suministro eléctrico, o simplemente donde se requiere de un equipo portable.
- Disponemos de sistema de cebado por Venturi/ con compresor y por bomba de diafragma.
- La bomba se puede reparar en sitio; la unidad rotatoria que incluye impulsor, rodamientos, eje y sello mecánico es una pieza de recambio disponible para stock, muy útil cuando parar no es una opción.
- Carcasa en hierro dúctil como estándar, disponibilidad en acero inoxidable dúplex CD4MCu en muchos de los modelos existentes.
- Unidades de autoarranque para cubrir fallas de energía eléctrica, incluyendo la nueva PA14 insonorizada, una verdadera bomba silenciosa, siempre opera con sus puertas cerradas, no importa sea el más fuerte verano, diseñada para ser amigable con el ambiente y con la que se alcanzar los 10,000 gpm.
- Todas las bombas PAH Series - Prime Aire Plus, están configuradas con motores que cumplen con la norma EPA o de motores de eficiencia premium.
- Todas las bombas salen probadas de nuestra fábrica ubicada en Mansfield, Ohio.




Soltex distribuidor oficial en Chile.











